形彫放電加工のシミュレーション
形彫放電加工とは?
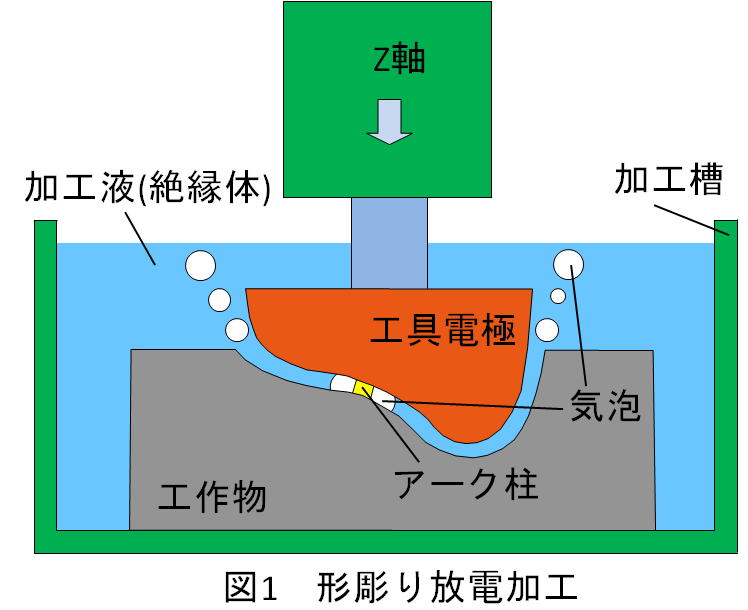
放電加工とは,工具電極と工作物の間に微小なアーク放電を毎秒何万回もの頻度で生じさせ,放電ごとの熱的作用により工作物が微小量ずつ溶融・蒸発によって除去されることを利用した加工法です.特に,図1のように切削加工などで成形した銅あるいはグラファイトの工具電極の形状をそのまま工作物に転写するものを形彫放電加工といいます.
放電加工の特長として,導電性のある材料ならば,硬さによらず非常に複雑な形状でも高精度に加工できることが挙げられます.そのため,携帯電話の筺体,電子部品,光学部品などの精密金型の加工に多く使用されます.
研究背景・目的
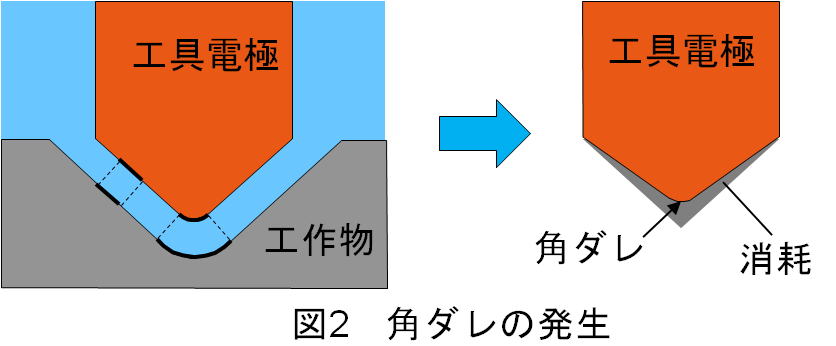
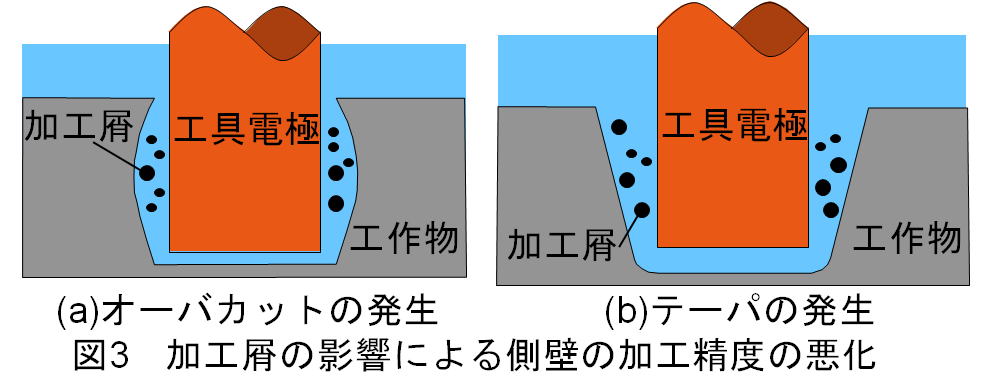
形彫放電加工では,工具電極の形状の転写によって所望の工作物形状を得ます.しかし,図2のように工具電極角部では単位面積当たりの放電頻度が平坦部より多いため,角ダレが生じます.また,放電は極間に浮遊する加工屑を介して生じるため,不均一な加工屑濃度に伴いギャップ分布も不均一となり,図3のように工作物の側面にテーパやオーバーカットが生じます.これらより初期の工具電極形状をそのまま工作物に転写できません.そのため所望の工作物形状を得るには,荒加工,仕上げ加工に分けた何本もの工具電極が必要となり,時間とコストがかかります.そこで,本研究では極間現象を再現し,所望の工作物形状を得るための工具電極形状の予測ができる形彫り放電加工シミュレータを開発し,少ない本数の工具電極で高精度な形彫放電加工を可能にすることを目指します.
放電点探索アルゴリズム
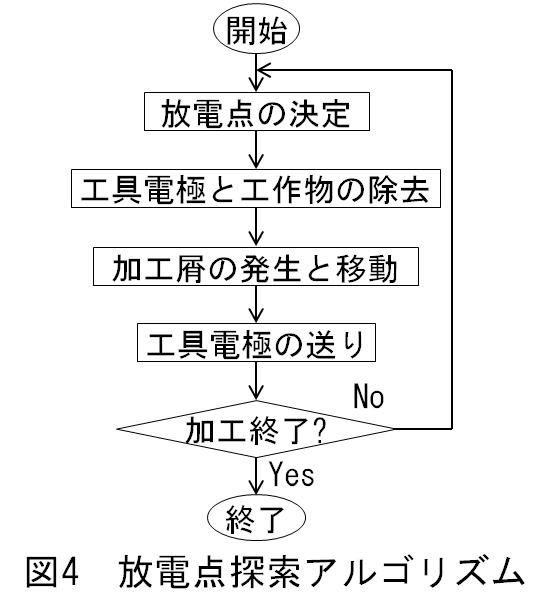
本シミュレーションは図4に示す放電点探索アルゴリズムに基づいて計算を行います.放電点探索アルゴリズムとは放電1回あたりの極間の現象を図4のように,放電点の決定,工具電極と工作物の除去,加工屑の発生と移動,工具電極の送りのステップに分けたルーチンを繰り返すアルゴリズムです.
放電点探索アルゴリズムを用いることにより,工具電極消耗や加工後の工作物形状の予測,放電点分布,加工屑濃度分布,主軸動作などの様々な加工現象のシミュレーションが行えます.
シミュレーション例
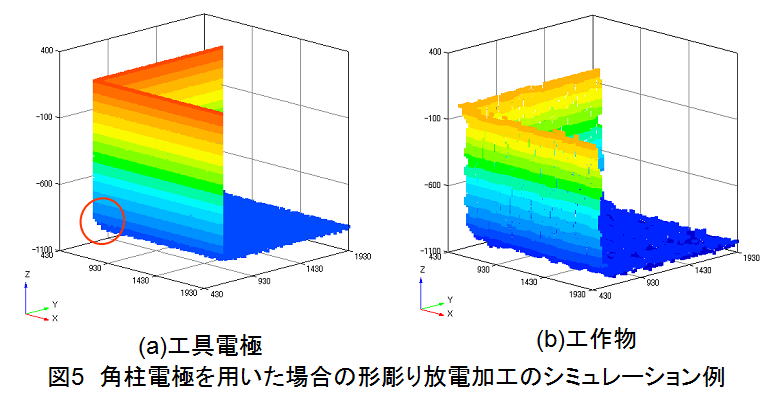
角柱電極を用いた場合のシミュレーション結果を図5に示します.図5より,加工による工具電極の角ダレと,それが転写された工作物形状が確認できます.
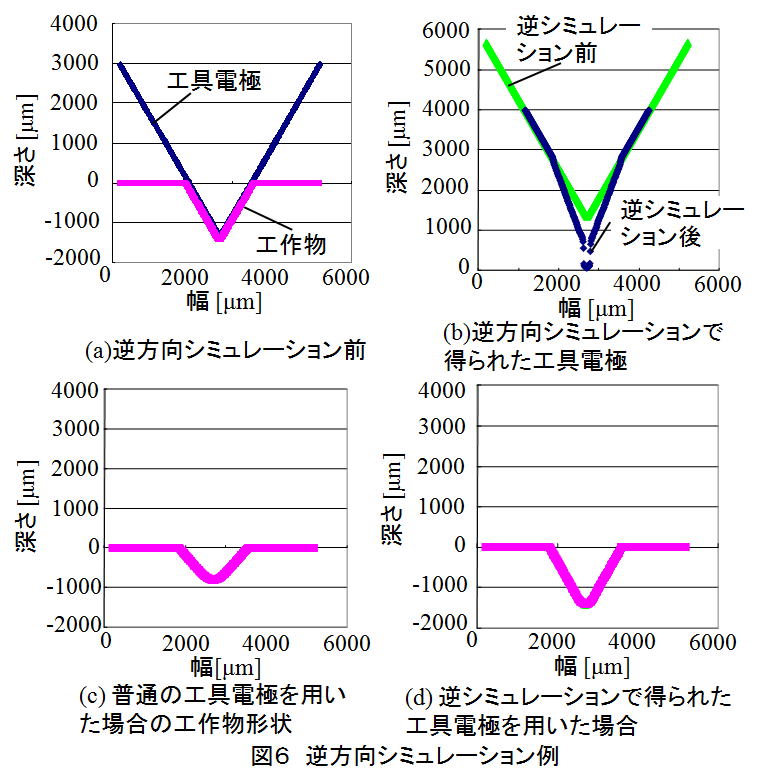
逆方向シミュレーション
先ほどの加工前の形状から加工後を予測する順方向シミュレーションとは逆に,逆方向シミュレーションとは工具電極消耗やギャップ長分布を考慮して,加工後の所望の工作物形状を得るための加工前の工具電極形状を予測するシミュレーションです.図6に逆方向シミュレーション例を示します.図6(a)に示す所望の工作物形状に対して逆方向シミュレーションを行った結果が図6(b)です.工作物形状からギャップ長分だけオフセットして得られる普通の工具電極形状を用いて順方向シミュレーションを行った場合(図6(c))と比べて,図6(b)の工具電極を用いて得られる工作物形状は所望の形状に近いことが分かります.