
|

放電加工とは図1のように加工液中で工具と工作物の間に放電を飛ばし、工作物を除去する加工法です。例えるならば金属に雷を落として、溶かしたり粉砕したりして好きな形に削っていく加工です。一回の放電で除去される体積は小さいですが、一秒間に何千回もの頻度で放電を飛ばして加工しています。
|
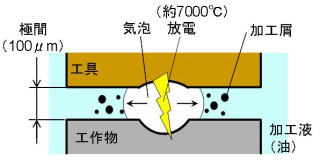
図1 放電加工の極間現象
|
|

|
加工中、工具と工作物の間には放電が飛ぶための空間があり、これを「極間」と呼びます。この極間には以下に示すように放電により生じる様々な物体が浮遊しています。
① 放電によって除去された工作物の屑(加工屑)
② 放電の熱により加工液が気化・電離・分解してできた気泡
③ 放電により加工液が分解されてできたタールなど
本研究ではこの中で特に②の気泡に焦点を当てて研究しています。
|
| 気泡は加工液による冷却作用を妨げるため、加工安定性や加工速度に大きな影響を及ぼすことが知られています。放電一回あたりの気泡量は0.0015ml程度とごく少量ですが、図1のように極間が100μmと非常に狭いため、おせんべいのように広がってしまいます。また、一秒間に何千回もの頻度で放電が飛んでいるので、加工中の極間は気泡だらけとなっていて、加工液に浸して加工している意味はあまりない可能性があります。そこで本研究では、気泡が極間にどれだけ存在しているのか、加工にどれほどの影響を与えているのかを調査しています。
|

|
| 加工中の極間を実際に観察することは非常に困難であるため、シミュレーションにより極間に浮遊する気泡の挙動を二次元的に再現しました。以下図2,3,4に極間の気泡挙動のシミュレーション結果を示します。このシミュレーションはMATLABという演算ソフトを使って作りました。円筒の工具と工作物をつき合わせて加工したときに極間を真上から(工作物面に垂直方向から)見た図になります。青で塗りつぶされたものが気泡、黄色で塗りつぶされたものは放電により新たに生成された気泡です。図3は工具中心から加工液を噴流させて加工した場合、図4は工具中心から加工液を吸引した場合のシミュレーションです。 |
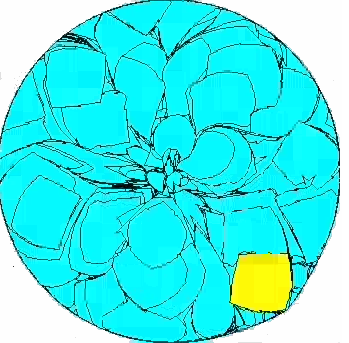
図2 噴流・吸引なし
|
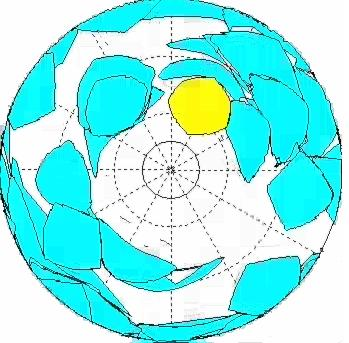
図3 加工液の噴流
|
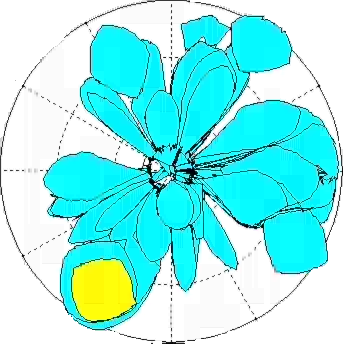
図4 加工液の吸引
|
|
| このように極間に占める気泡の割合は大きいことがわかります。特に図2のように噴流も吸引もない状態では極間はほとんど気泡で満たされています。よって加工液に浸して加工することはそれほど意味がないことがわかります。そこで我が研究室では工具から極間に加工液を染み出して加工する方法や気中放電加工についての研究が進められています。詳しくは各研究紹介のページへどうぞ。
|