放電位置制御
放電加工において,加工速度を向上させるには,休止時間を短くすることが効果的です.しかしながら,休止時間の設定を短くしすぎると,放電の集中が起こりやすくなります.この集中放電は,加工を不安定にするばかりか,工作物表面に熱的なダメージを与えています.そこで,放電点の分散を意図した放電位置制御が可能であれば,休止時間を短くしても放電の偏在や集中の抑制が可能となります.従って,休止時間の短縮によって加工速度の向上が図れます.また,偏在や集中の防止によってギャップ分布の均一化が図れ,加工精度が向上します.さらに,熱的ダメージの軽減によって加工面品質の改善も期待できます.
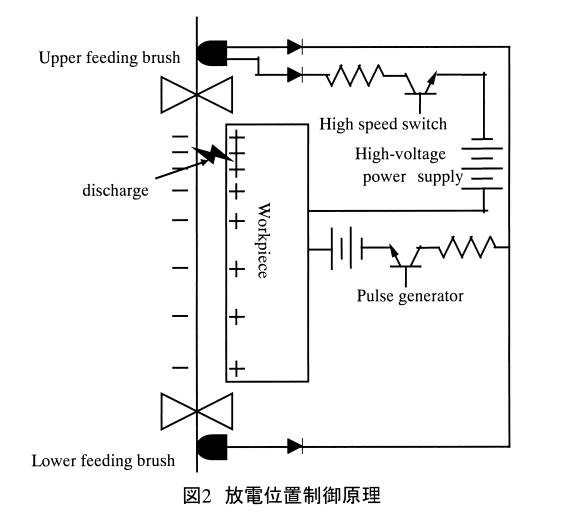
図2には提案した放電位置制御の原理を示しています.加工電源電圧を極間に印加した後から放電が生じるまでの間に,極間に局部的に立ち上がりの極めて速い高電圧パルスをパルス状に印加すると,電極や工作物が導体であっても,それらの内部に存在するインダクタンス成分により,高電圧パルスが電極中を伝播するのに有限の時間が必要となります.この微小時間内に極間に過渡的に電位の不均一分布が生じ,高電圧を印加した近傍のギャップ電圧が他の場所より高くなります.極間の電圧が高いほど絶縁破壊が生じやすいため,高電圧を重畳した近傍での放電発生確率を増大し,放電点位置を高電圧を重畳した近傍に強制的に移動できます.