大気中で放電加工を行う加工法です
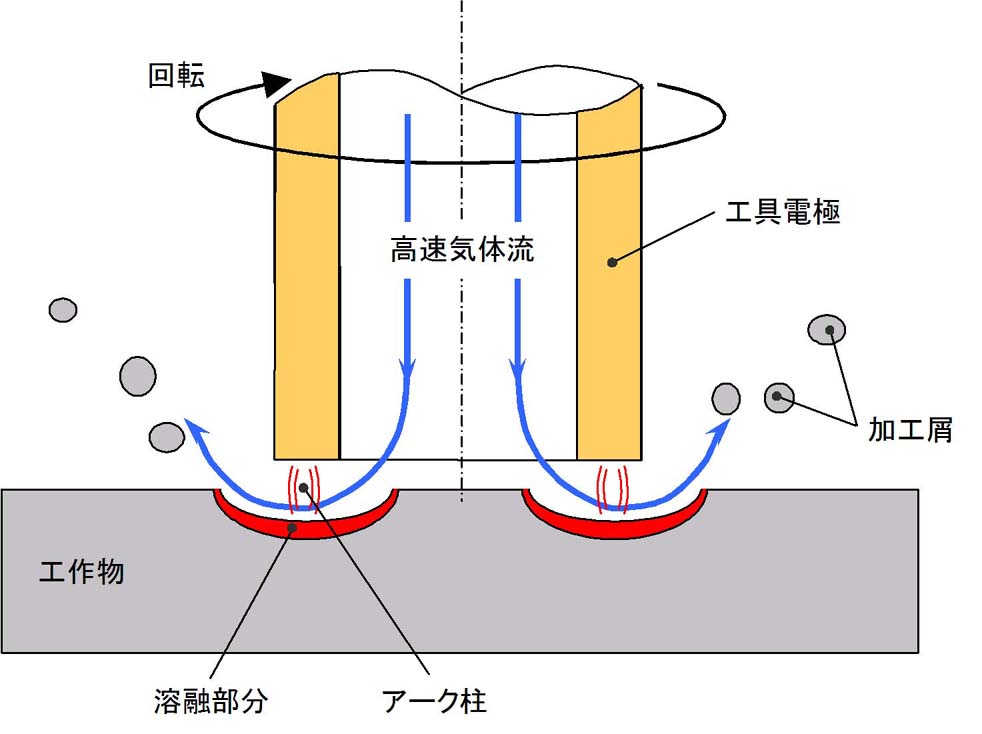
図1に気中放電加工の加工原理,図2に実際の気中放電加工の写真を示します.気中放電加工とは,パイプ形状の電極を用いて,従来の液中放電加工において加工液が果たす加工屑排出及び極間冷却の役割を,パイプ電極内部から供給される高速気体流に果たさせることにより,大気中での放電加工を可能にしたものです.

| 図1 気中放電加工の原理 | 図2 実際の気中放電加工写真 |
5軸気中放電加工機の概要を図3に示します.5軸加工機は従来の3軸加工機(X,Y,Z)に図中に示すように2つの回転軸(A,B)を追加して構成されています.この加工機により,5軸で加工することができます.
| 図3 5軸気中放電加工機の概要 |
図4に3軸の気中放電加工方法,図5に5軸の気中放電加工方法を示します.3軸,5軸共に荒加工は従来通りの3軸による層状加工で行います.その後の仕上げ加工工程において,3軸加工では図4に示すように高速気体流が逃げてしまいますが,5軸加工では図5に示すように工具電極を加工面の法線方向に向けることで,極間に効率的に高速機体流を供給することができると考えられ,加工に必要な時間(加工時間)を短縮することができると期待されます.また,3軸による仕上げ加工では図4に示すように工具電極の角部で加工が行われますが,5軸加工では工具電極が主に軸方向に消耗するため角部のだれが少なく,工具電極の消耗の補正が容易に行えると考えられます.
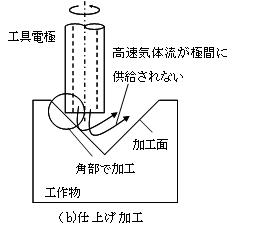
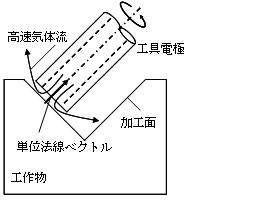
| 図4 3軸気中放電加工 | 図5 5軸気中放電加工 |
図6に5軸気中放電加工により球面とギア形状を加工した結果の写真を示します.仕上げ加工に5軸加工を適用することにより,加工時間を短縮することができました.また,5軸加工において工具電極消耗の補正を行うことにより,形状の精度を向上させることができました.
 5-axis processing result (sphere surface).jpg)
 5-axis processing result (gear).jpg)
| 図6 (a)5軸気中放電加工の加工結果(球面) | (b)5軸気中放電加工の加工結果(ギア) |